安徽芜湖龙门吊生产行家【15136788823】主要产品:移动式悬臂吊、定柱式悬臂吊、墙壁式悬臂吊、环链电动葫芦、钢丝绳电动葫芦、低净空电动葫芦、单梁起重机、双梁起重机、桥式起重机、门式起重机、防爆起重机、KBK起重机及升降平台系列等。公司热情欢迎全国各地朋友来我厂参观、考察、洽谈业务。

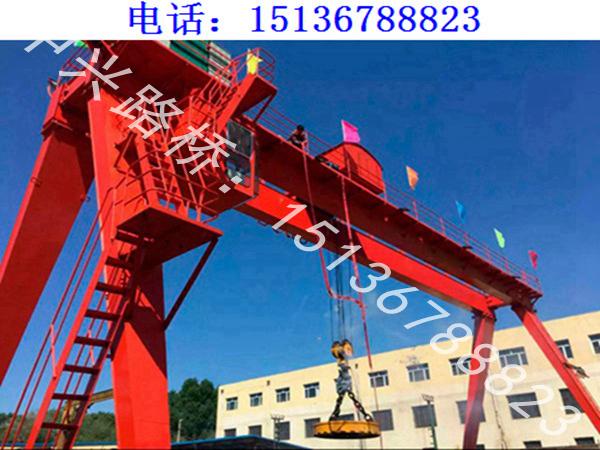
安徽芜湖龙门吊销售行家分享60吨龙门吊支腿的焊接工艺龙门吊支腿的焊接是确保龙门吊结构强度和稳定性的关键环节,以下是其焊接工艺:一、焊接前准备材料准备:选用合适的钢材作为支腿的材料,确保其质量符合设计要求。钢材的化学成分、力学性能等应经过检验合格。准备焊接材料,如焊条、焊丝等。根据钢材的材质和焊接要求选择合适的焊接材料,确保焊接质量。设备准备:准备焊接设备,如电焊机、气体保护焊机等。确保设备性能良好,能够满足焊接工艺要求。准备焊接辅助设备,如焊接夹具、变位机等,以提高焊接效率和质量。支腿加工:对支腿的钢材进行切割、下料、坡口加工等处理,确保尺寸精度和坡口形状符合焊接要求。对支腿的零部件进行组装,采用焊接夹具等工具进行固定,确保组装精度和焊接间隙符合要求。二、焊接工艺参数选择焊接方法:根据支腿的材质、厚度、结构形式等因素选择合适的焊接方法。常见的焊接方法有手工电弧焊、气体保护焊、埋弧焊等。对于大型龙门吊支腿,通常采用气体保护焊或埋弧焊等高效焊接方法,以提高焊接效率和质量。焊接电流、电压和焊接速度:根据焊接方法、焊接材料、钢材厚度等因素选择合适的焊接电流、电压和焊接速度。焊接电流和电压应根据焊条或焊丝的直径、材质等进行调整,确保焊接过程稳定,焊缝成型良好。焊接速度应根据焊接电流、电压、钢材厚度等因素进行调整,确保焊缝质量和焊接效率。气体保护参数:对于气体保护焊,应选择合适的保护气体,如二氧化碳、氩气等。保护气体的流量应根据焊接电流、电压、焊接速度等因素进行调整,确保保护效果良好。三、焊接过程控制预热:对于厚板或高强度钢材的焊接,应进行预热处理。预热温度应根据钢材的材质、厚度、焊接方法等因素进行确定,一般在 100℃-200℃之间。预热可以采用火焰加热、电加热等方式进行,确保预热均匀,避免局部过热。焊接顺序:制定合理的焊接顺序,以减少焊接变形和残余应力。一般采用对称焊接、分段焊接等方法,先焊接主要焊缝,后焊接次要焊缝。在焊接过程中,应注意控制焊接电流、电压和焊接速度,确保焊缝质量稳定。层间温度控制:在多层多道焊的过程中,应控制层间温度。层间温度应根据钢材的材质、厚度、焊接方法等因素进行确定,一般在 100℃-250℃之间。层间温度过高会导致焊缝组织粗大,降低焊缝质量;层间温度过低会导致焊接裂纹等缺陷的产生。焊接变形控制:在焊接过程中,应采取措施控制焊接变形。可以采用焊接夹具、反变形法、刚性固定法等方法,减少焊接变形。对于焊接变形较大的部位,可以采用火焰矫正、机械矫正等方法进行矫正。四、焊接后处理后热:对于厚板或高强度钢材的焊接,应进行后热处理。后热温度应根据钢材的材质、厚度、焊接方法等因素进行确定,一般在 200℃-300℃之间。后热可以采用火焰加热、电加热等方式进行,保温时间一般为 1-2 小时。后热可以消除焊接残余应力,提高焊缝的质量和可靠性。焊缝检验:焊接完成后,应进行焊缝检验。焊缝检验包括外观检验、无损检测等。外观检验主要检查焊缝的形状、尺寸、表面质量等是否符合要求;无损检测主要包括超声波检测、射线检测、磁粉检测等,用于检测焊缝内部是否存在缺陷。对于不符合要求的焊缝,应进行返修。返修应制定合理的返修方案,采用与原焊接工艺相同的方法进行返修,确保返修质量。防腐处理:焊接完成后,应对支腿进行防腐处理。防腐处理可以采用喷涂防腐漆、热浸镀锌等方法,提高支腿的耐腐蚀性能。总之,龙门吊支腿的焊接工艺需要严格控制各个环节,确保焊接质量和结构的强度、稳定性。在焊接过程中,应根据实际情况选择合适的焊接方法、焊接材料和焊接工艺参数,并采取有效的措施控制焊接变形和残余应力,以提高龙门吊的安全性和可靠性。 安徽芜湖龙门吊制造行家注重品质管理,从原材料采购到生产工艺流程,再到最终产品出厂,每个环节都严格把控,确保每一台起重机都符合国家标准及客户要求。同时,公司还建立了完善的售后服务体系,为客户提供及时、专业的技术支持和维修服务。网址:http://www.longmendiaozl.com/