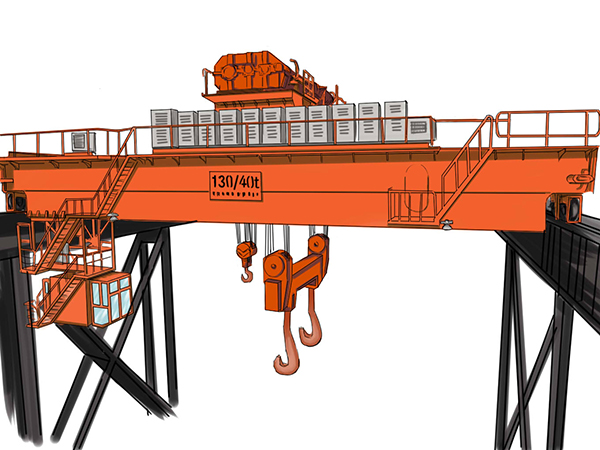
单梁起重机轨道接头焊接前,应细心清理坡口及附近的油、 锈等污物,直到显露金属光泽。焊材根据等强准则,匹配碱性焊条。
在施焊每层焊波时,尤其在施焊轨底的每层焊波时,应运用l根焊条焊完,防止中间接用焊条而断弧,前后2层焊波的施焊方向应相反;每个轨道接头的焊接工作应连续进行,以使轨端头维持在较高温度下焊接(300℃~350℃)。在焊接后,当消除应力热解决后尚未冷却前,须防雨水等淋湿;烧热的紫铜板可以取下沾水冷却,以便于下次再用。
咨询热线:15136788823